Les ultrasons entièrement générés et détectés à l'aide de lasers
Les ultrasons laser sont une méthode d’évaluation sans contact et non destructive qui associe la précision de l’Inspection Ultrasonore (IU) à la flexibilité des systèmes optiques.
Parlez à un expertQu'est-ce que l'IU laser ?
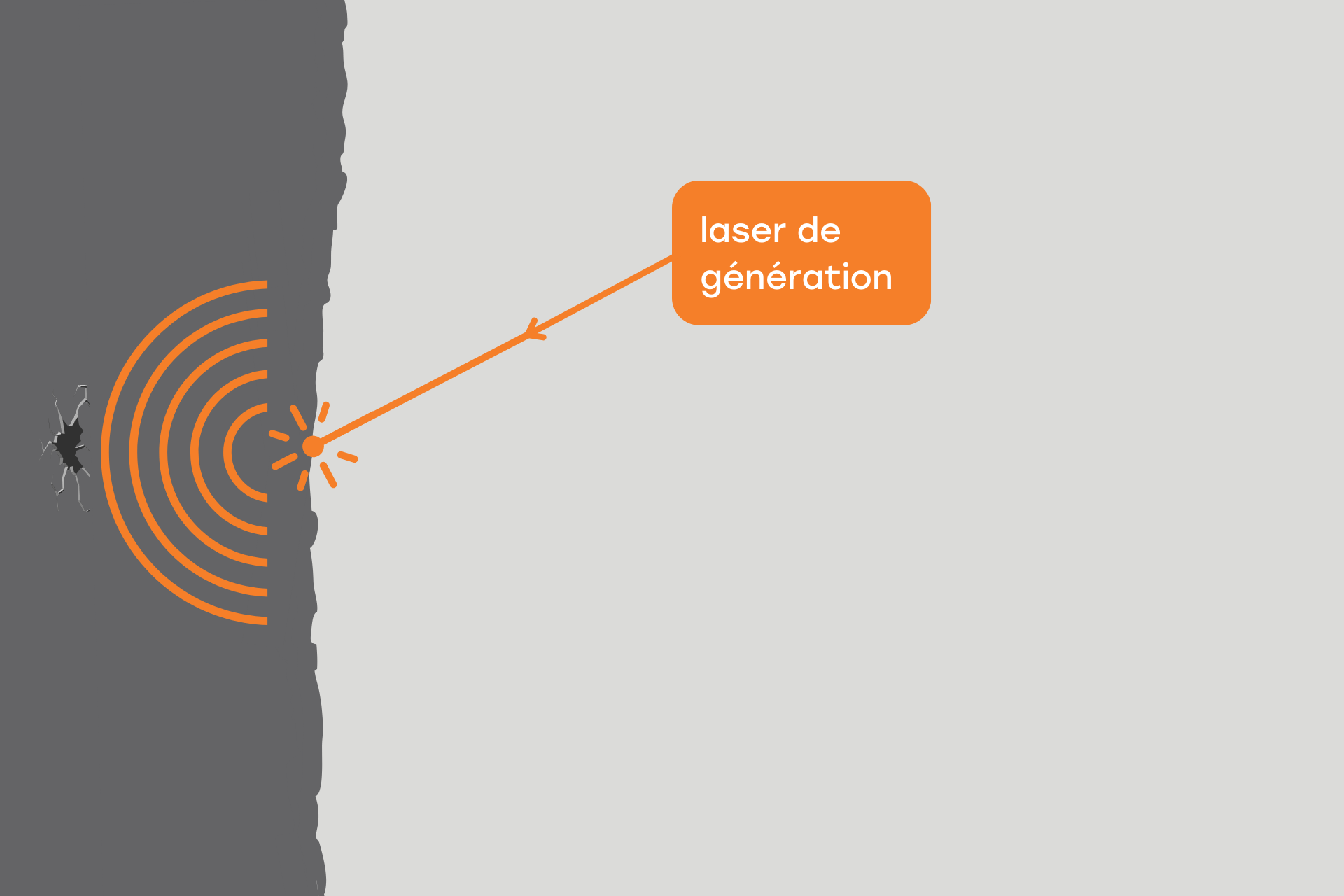
Dans les ultrasons laser, une courte impulsion lumineuse laser, appelée laser de génération, est absorbée sur un petit volume à la surface du matériau cible. L’énergie optique absorbée déclenche une impulsion sonore à haute fréquence dans le matériau, appelée impulsion de sondage ultrasonique.
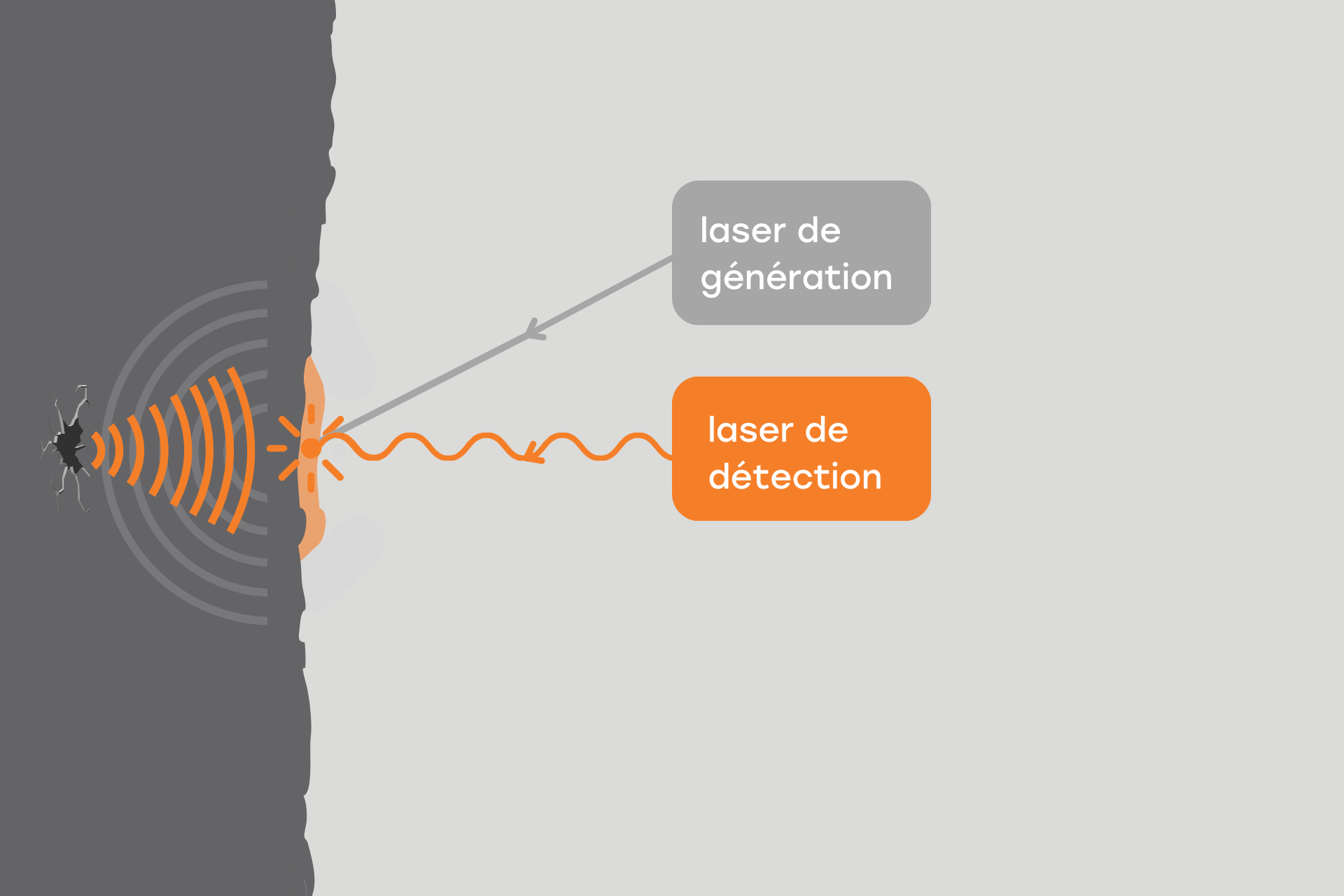
Simultanément, un second laser, appelé laser de détection, est dirigé vers l’endroit où les ultrasons sont exclus. Les réflexions du laser de détection sur cette zone sont précieusement collectées pour être analysées.
Le mouvement de la surface causé par les ultrasons est alors encodé dans la lumière rétrodiffusée. Grâce à un processus interférométrique optique, le mouvement de la surface est extrait de la lumière collectée, produisant un signal identique à celui de l’IU conventionnelle, mais sans aucun contact avec la cible. Les méthodes d’analyse des formes d’onde de l’IU sont ensuite utilisées directement sur les formes d’onde de l’IU laser pour détecter les défauts, caractériser les matériaux ou obtenir des mesures dimensionnelles. L’ultrasons laser peut être utilisé dans des environnements où il n’était pas possible auparavant d’utiliser l’IU conventionnelle, ce qui élargit la gamme des applications de l’IU.
Étape 1
Ultrasons générés par laser
Le principe des ultrasons générés par laser est de transférer une grande quantité d’énergie dans un petit volume de matériau, suffisamment rapidement pour que ce matériau n’ait pas le temps de réagir correctement ou de dissiper cette énergie. La réaction à l’énergie stockée se traduit par une détonation mécanique qui lance des ondes acoustiques dans le matériau lui-même.
L’énergie doit être déployée très rapidement pour que ces conditions soient réunies. C’est pourquoi on utilise des impulsions laser de très courte durée, allant de la nanoseconde à la femtoseconde, en fonction de l’application. Les lasers les plus couramment utilisés sur le marché sont des sources Q-Switch à l’état solide basées sur le verre, avec des impulsions comprises entre 1 et 10 nanosecondes et une énergie allant de quelques milliJoules à quelques Joules.
Étape 2
Encodage laser
La détection d’un ultrason, qu’elle soit basée sur le laser ou non, consiste toujours à détecter d’infimes déplacements de surface provoqués par les échos ultrasonores.
Dans l’IU laser, ces mouvements infimes sont mesurés par un second laser focalisé à l’endroit où les échos ultrasoniques sont attendus. En raison de l’effet Doppler bien connu, la lumière rétrodiffusée par une surface en mouvement à l’échelle du nanomètre entraîne une modification de la fréquence proportionnelle à la vitesse de la surface. Le déplacement de la surface est alors encodé dans la lumière recueillie de la cible.
En savoir plus sur le laser de détection CW
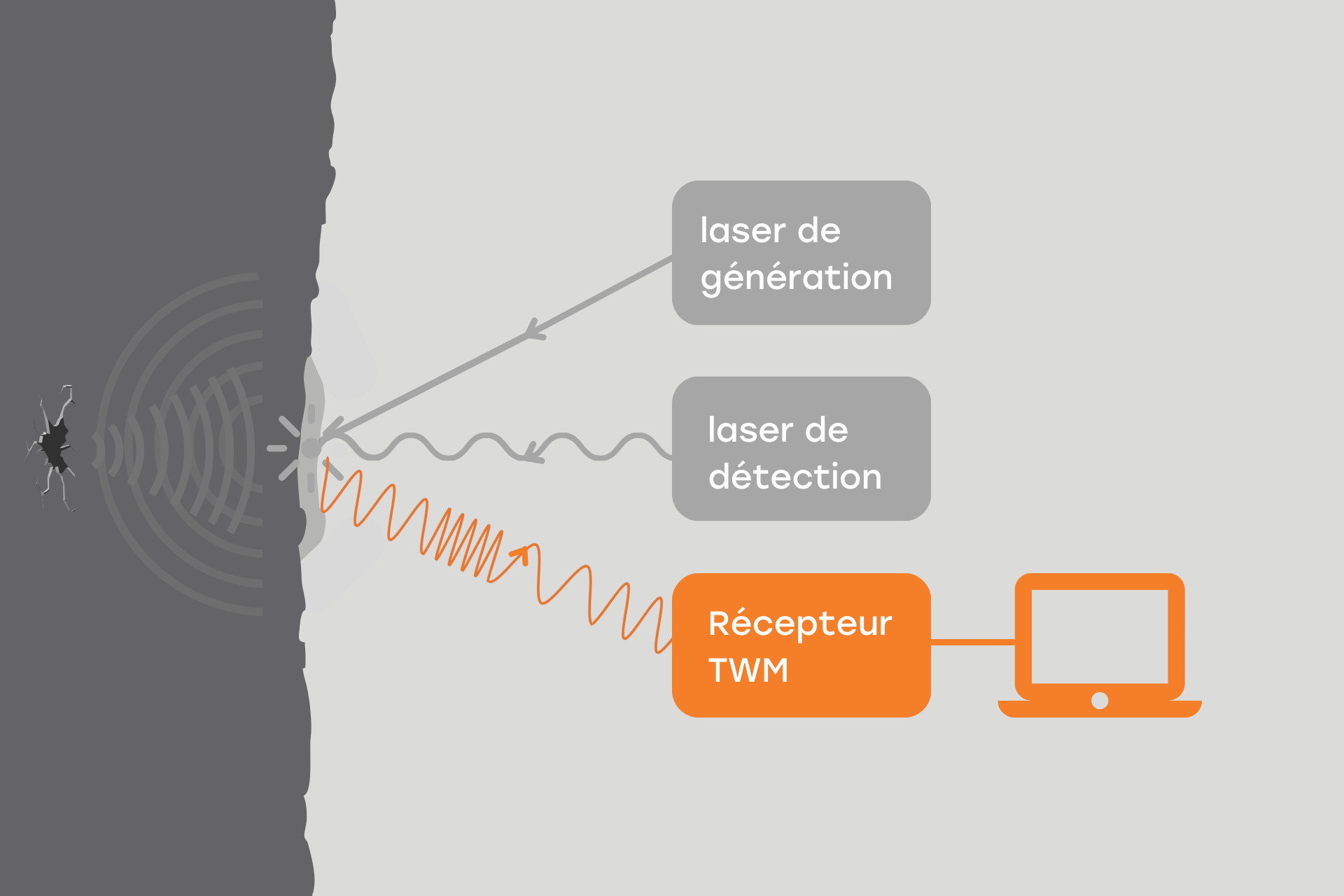
Étape 3
Décodage laser
La lumière codée recueillie sur le matériau inspecté est ensuite acheminée, à l’aide de fibres optiques, vers un interféromètre laser. L’interféromètre agit comme un démodulateur, convertissant les modulations de fréquence de la lumière en modulations d’amplitude électrique, tout comme un autoradio le fait avec les canaux radio FM analogiques.
Chez Tecnar, notre interféromètre pour la détection des ultrasons laser est basé sur des technologies holographiques dans un cristal photoréfractif. Ces appareils présentent l’avantage d’être robustes, de ne pas nécessiter d’entretien et d’être sensibles aux ultrasons.
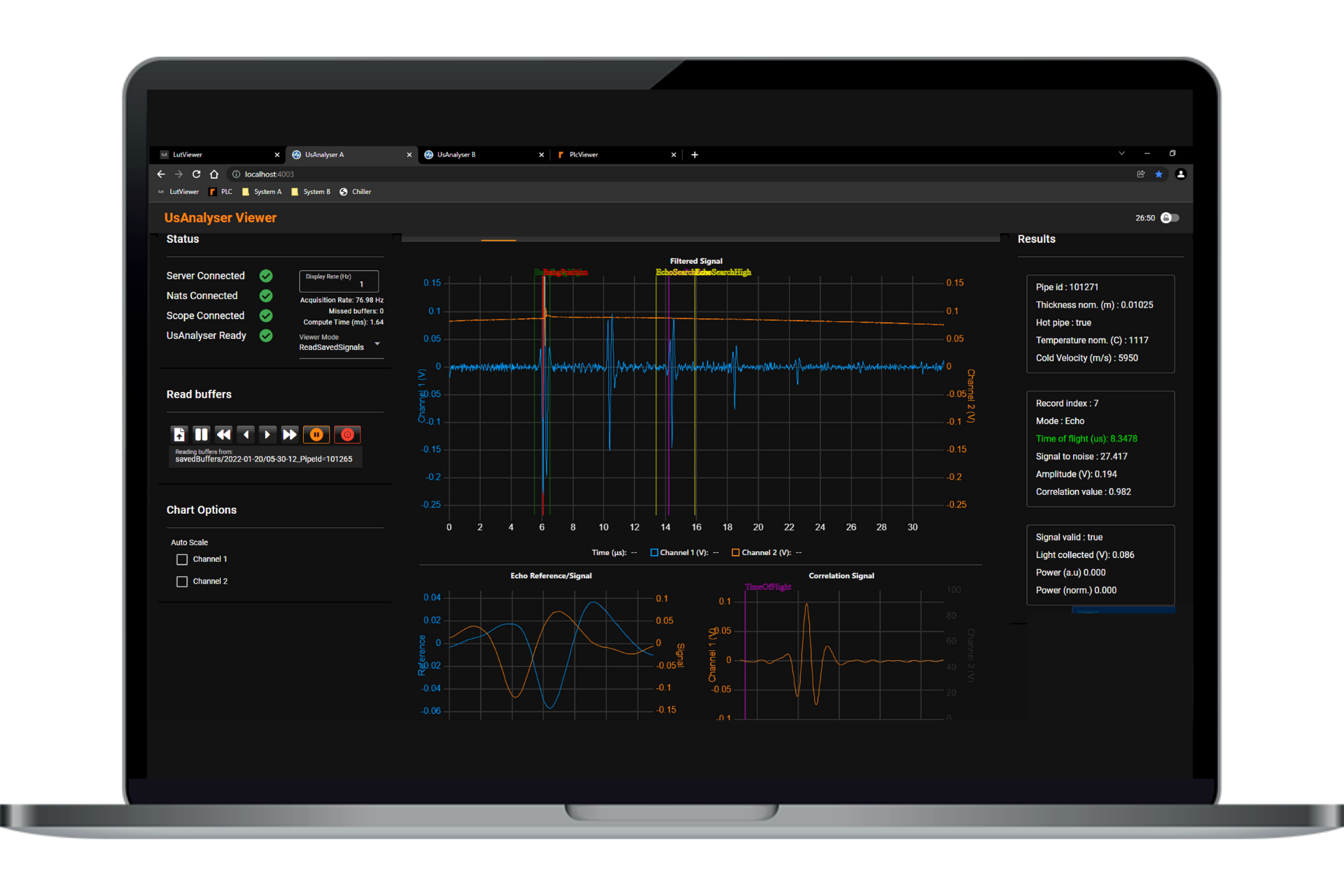
Étape 4
Traitement des signaux
Une fois les ultrasons numérisés dans un ordinateur, un logiciel analyse le signal pour attribuer une caractéristique spécifique souhaitée pour l’application. Cette caractéristique est associée à une position sur la pièce testée.
Les caractéristiques peuvent être géométriques, comme l’épaisseur totale d’une pièce. Il peut s’agir de trouver des porosités à l’intérieur d’un volume donné, à l’aide de traitements avancés tels que les techniques de focalisation par ouverture synthétique (SAFT). Et il peut s’agir de mesurer des transformations dans le domaine des fréquences, comme l’atténuation dépendante de la fréquence causée par la structure des grains. Le logiciel de Tecnar est conçu pour exécuter toutes ces différentes approches de traitement.
Vous souhaitez vous lancer dans les ultrasons laser ?
Laissez vos coordonnées afin que nos experts puissent vous contacter. Notre équipe répondra à toutes vos questions et vous proposera la solution la mieux adaptée à vos besoins.